blocks, beams, panels, and slabs
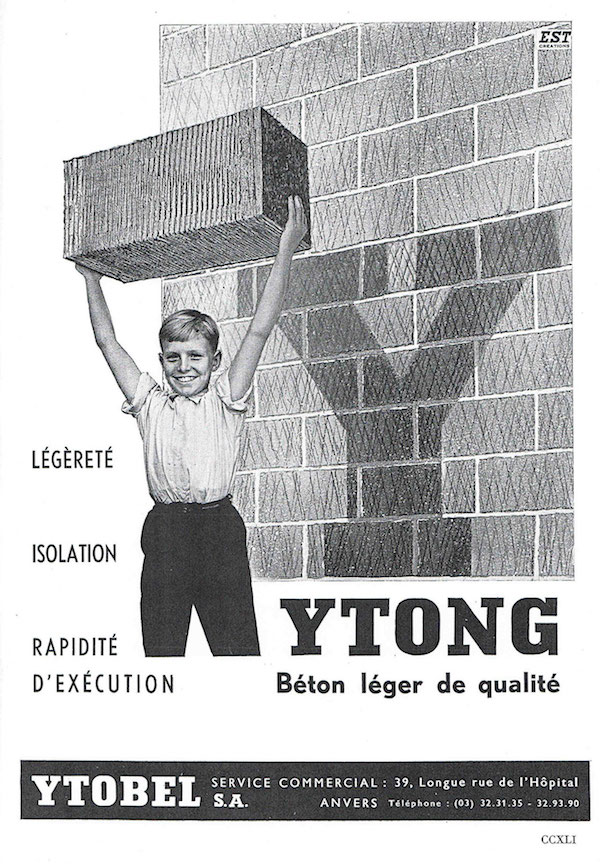
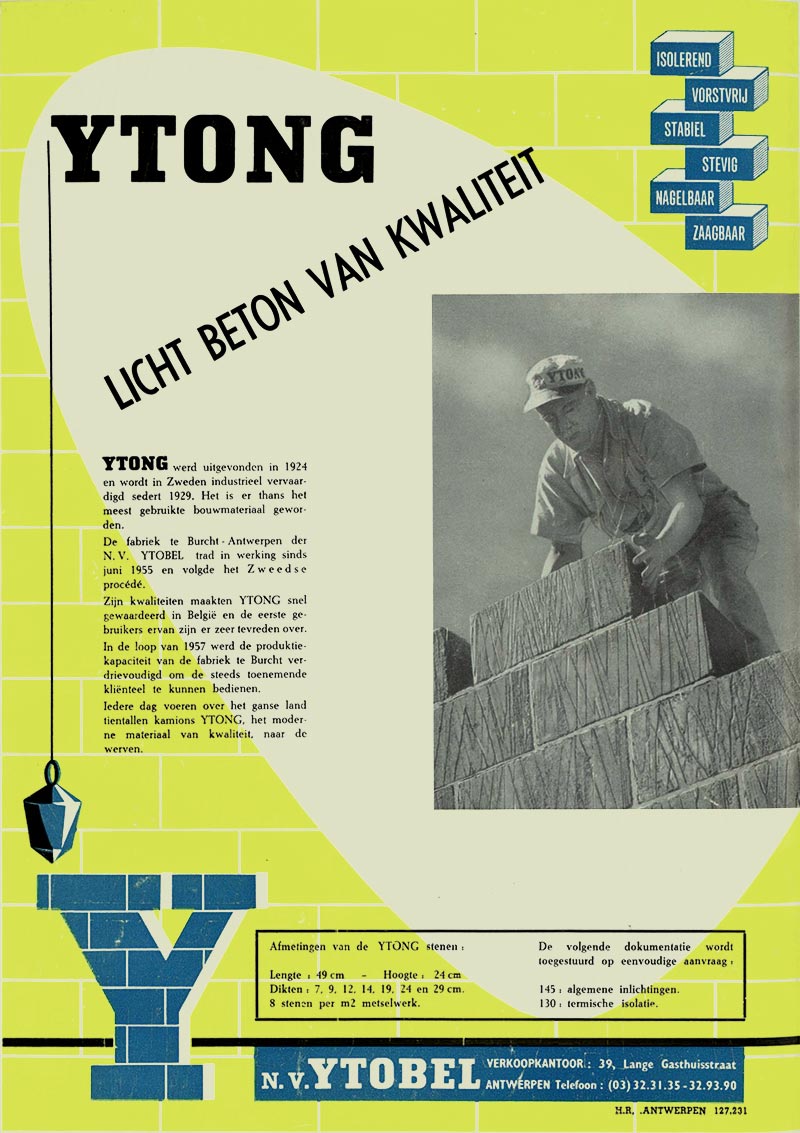
The main benefit of lightweight concrete, namely its low specific weight, had structural and financial effects on different levels: reduced transportation costs; lighter loads on structures and foundations (thereby enabling lighter and cheaper structures); and lower costs of manual labour. The latter was first and foremost the case with precast elements and, to a lesser extent, with lightweight ready-mix concrete: workmen could lift precast lightweight concrete elements more easily than their regular counterparts, so larger elements could be used and the pace of construction increased. Ytong, for instance, advertised the fact that only eight Ytong blocks were needed for one square meter of masonry. The high construction speed was one of the main reasons why lightweight precast elements became so popular.
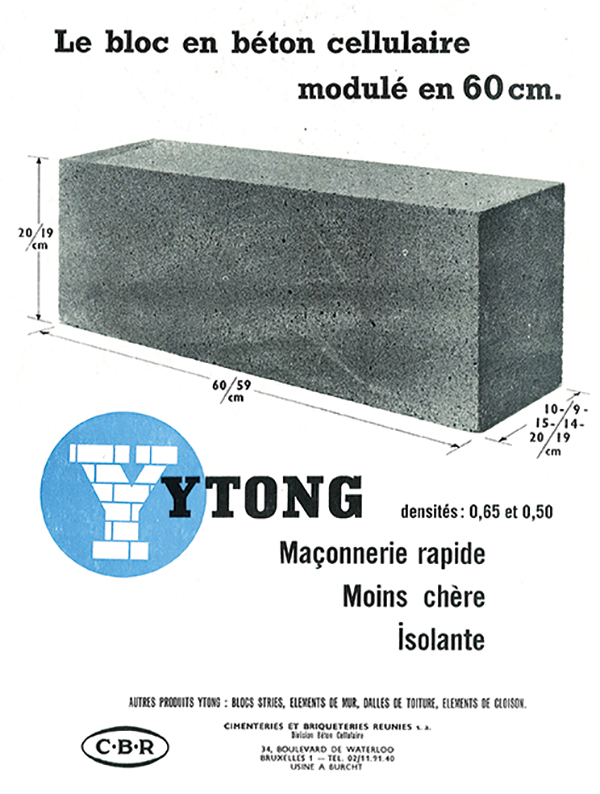
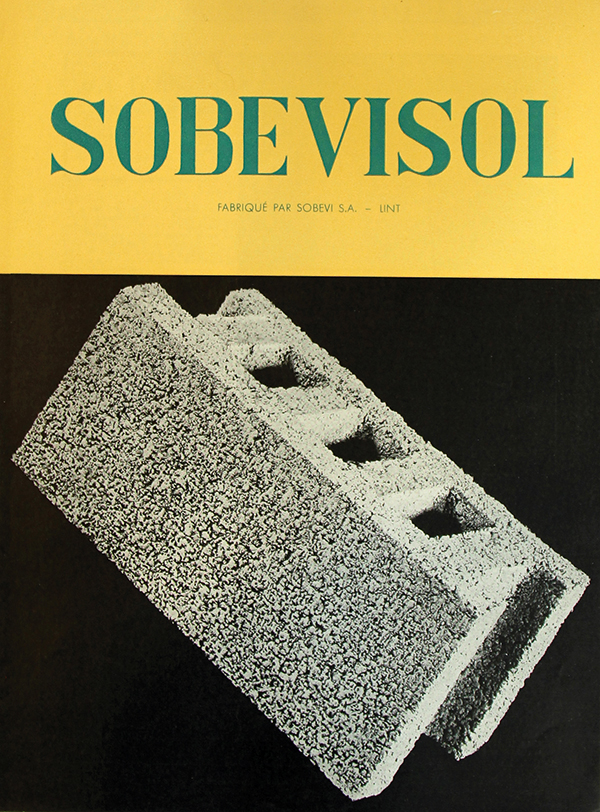
Lightweight concrete blocks were readily substituted for bricks in loadbearing and dividing walls. The blocks were usually rectangular, although some T-shaped or special connection blocks were put on the market as well. Companies made a relatively small number of standard heights and widths (e.g. 49 cm wide and 19 cm or 24 cm high, or 61 cm wide and 25 cm high), yet offering them in various thicknesses (from 5 to 50 cm, with regular intervals). The thickness was indeed a determining factor in choosing the right type of block for a particular wall construction; thickness was difficult to adjust, whereas the desired height or length of the wall could be achieved by sawing one row or column of blocks to the right size. For the construction of walls, lightweight concrete blocks were stacked like bricks, with a regular cement-sand mortar to bind the blocks together. Some types of blocks had grooves on the left and right sides, in order to interlock with adjacent blocks and stabilize the wall. Because of their porous character, blocks of certain brands (like Ytong, Siporex, and Argex) needed to be submerged or sprinkled with water to prevent them from extracting water from the mortar. From the 1940s onwards, glue-mortar was also used instead of regular mortar, which reduced the joint thickness from 7 mm to 2 or 3 mm and hardened faster (types of glue were Disbofix by the German company Disbon, the Dutch Durofix-glue, and the stone glue Calsifix by the Luxemburg firm Calsilox). In theory, some types of blocks could also be used in completely dry constructions, with small plastic ‘cookies’ inserted in small slits to join the elements together, enabling easy alterations and dismantling later on.
Most brands produced hollow as well as solid blocks, in different weights and sizes. If the hollow blocks had no bottom, like the ones by Durisol and Fixolite, they were used as a permanent mould for loadbearing walls in monolithic concrete: the blocks were stacked, reinforcement bars were placed inside if necessary, and the blocks filled with concrete. To increase the general stability of the wall, special blocks with semi-circular openings on the side were used to allow the concrete to spread out equally. The total height or number of floors that could be constructed depended on the specific type of block: one to five storeys was relatively common, yet Fixolite walls went up to 12 storeys and Durisol even claimed that buildings up to 28 storeys were (theoretically) possible.
To bridge doors and window openings in the walls, most brands produced (reinforced) lintels and beams in lightweight concrete, based on the same modular dimensions as their blocks and panels, so that they could be easily combined. With the lintels prefabricated in the same material as the walls, cracking due to a different thermal expansion was ruled out. Another solution was to work with the same blocks as were used for the walls and bind them together with special reinforcements or connections.
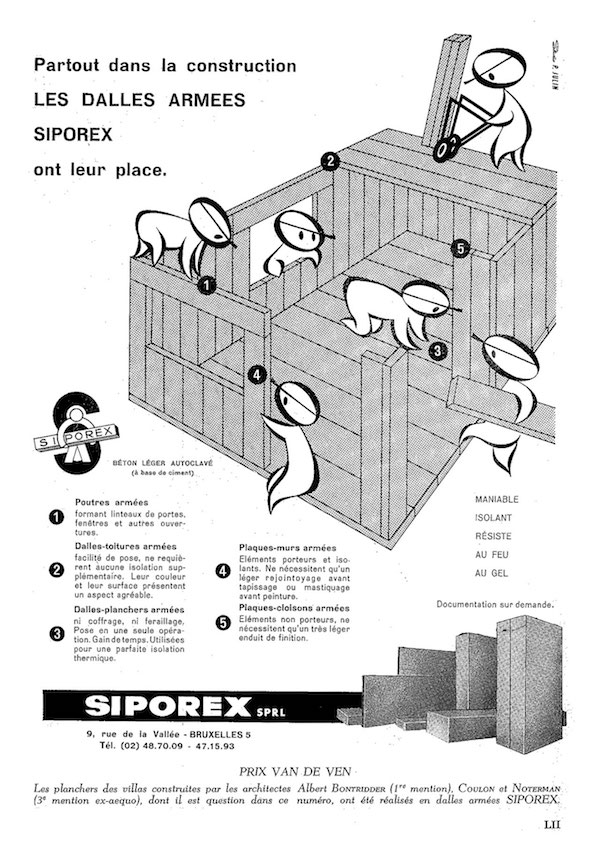
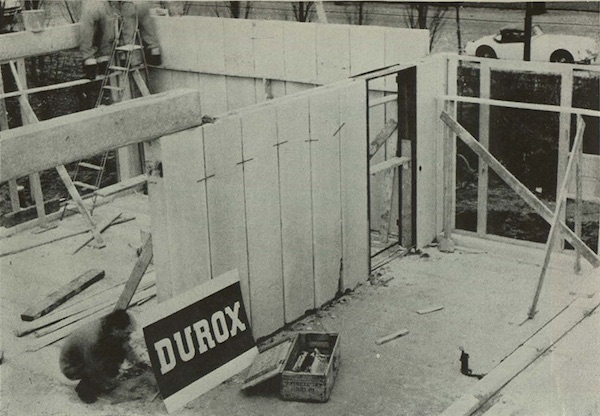
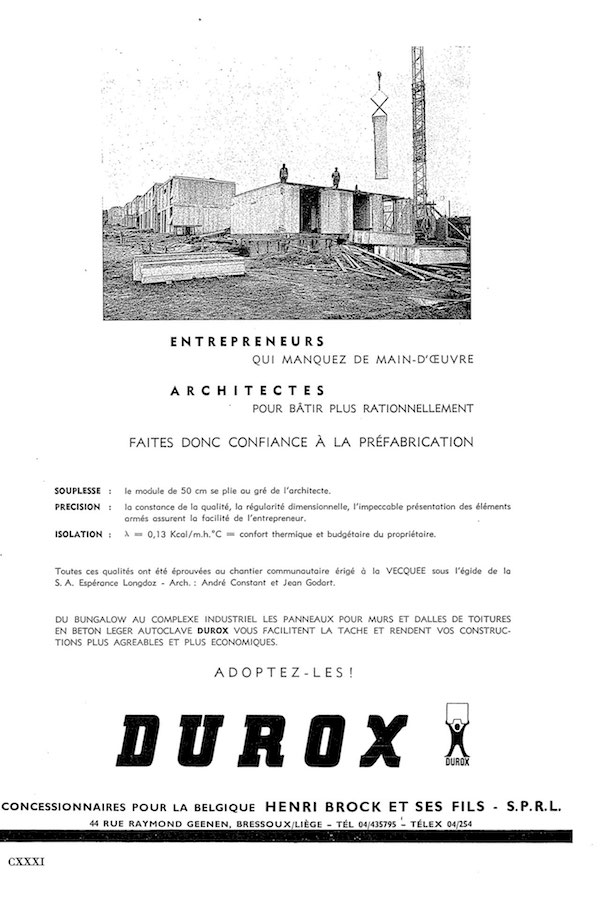
Walls were also built with prefabricated panels and slabs in lightweight concrete. A number of companies, like Siporex and Durox, even featured houses completely erected with precast panels in lightweight concrete in their advertisements. An example thereof in Belgium was the Durox house, designed by architect Renaat Braem and erected in March 1960 at the National Building Centre in Antwerp in only five days. For constructing walls, the panels were placed next to each other, standing upward horizontally (loadbearing walls for single-storey constructions), or rotated 90° and stacked on top of each other (as infill panels in a skeleton frame construction). If necessary, the panels were nailed together, and to the floor. The panels usually had grooved or chamfered sides to join them together. Joints were filled with a cement mix or, later on, with a special type of glue. Two standard widths for panels were 50 and 60 cm, yet they existed in various lengths and thicknesses.
Many companies also produced smaller panels, more like tiles than panels (e.g. 50 by 50 cm, or 39 by 24 cm), which were used principally to cover loadbearing walls. In addition, a few brands also produced special panels, e.g. the Siporex sandwich panels, which had a layer of polystyrene foam between two layers of gas concrete; these were produced from the 1960s on, yet they seem to have been used very rarely. Fixolite also produced sandwich panels, yet these were inversed: the core consisted of lightweight wood-fibre concrete and the surfaces were finished with plaster, asbestos-cement, or other finishing materials.
The large panels used for walls could also be used for floors, yet only if they were reinforced with steel bars. Trimming or sawing these floor panels was therefore not possible. Many companies also produced floor slabs or elements for precast floor systems, e.g. Argex, Bims d’Origine, Bims Rhenan, Comptoir Central du Bims, Durisol, Durox, Fixolite, Siporex, and Ytong (see chapter 4 on precast floor systems).
Lightweight panels, tiles, and blocks could be finished in many different ways: cement rendering, stucco, plaster, etc. The technique selected depended on the composition and texture of the blocks or panels. Ytong, for instance, produced smooth and carved blocks, each requiring a different finishing. In general precast lightweight concrete had a rough texture, facilitating the adhesion of a finishing render. To answer the criticism that it was too soft, not impermeable, and not aesthetically pleasing, different options for its external treatment were elaborated: the walls could be painted with a waterproof bituminous paint or rendered with mortar, making it waterproof and improving the resistance to impact.
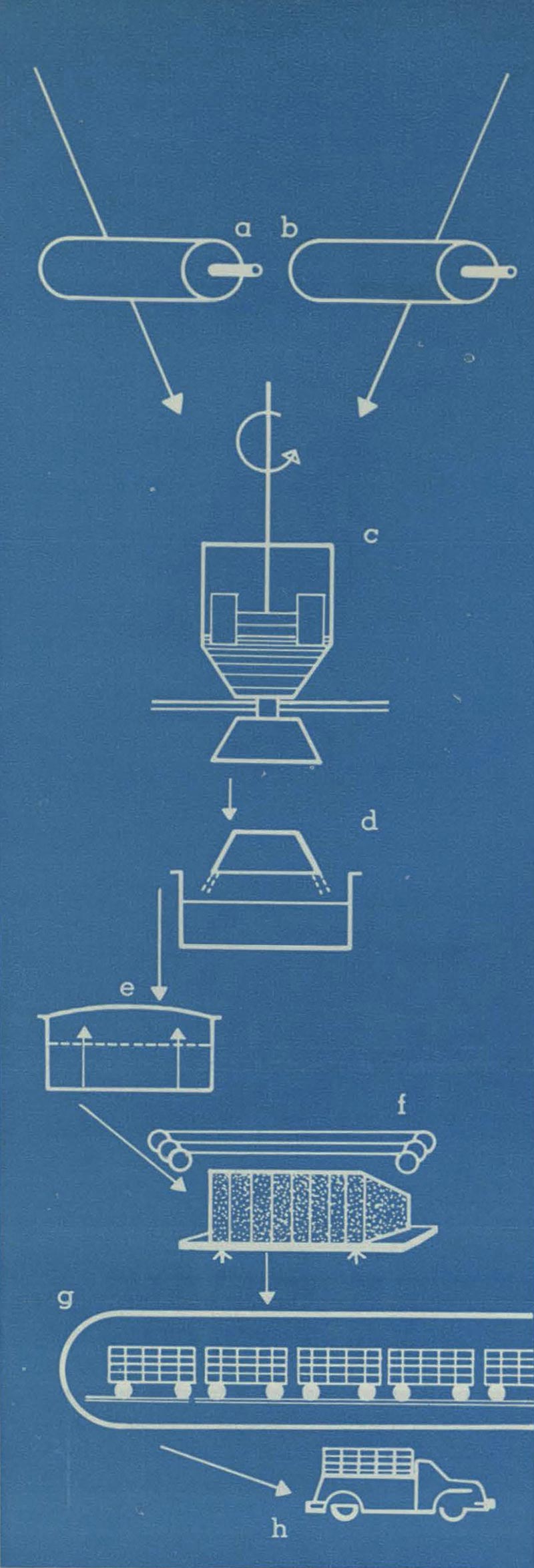
Precast elements in lightweight concrete came in many different shapes and sizes. Interesting in this respect is the table in the May-June 1972 issue of the architectural journal Neuf. This table includes 73 manufacturers associated with the Union for Agglomerates with Cement of Belgium (UACB) that made lightweight concrete products. The list indicates the products that each company made, e.g. solid and hollow blocks, prefabricated floors, wall elements, and insulation panels. It also indicates which type of lightweight concrete was used, using the categories of lightweight concrete based on vegetal fibres; gas or cellular concrete (reinforced or not); concrete with expanded clay; pumecrete; or another type of lightweight concrete. The most commonly produced items were hollow and solid blocks made with expanded clay, followed by solid and hollow blocks in pumecrete. The popularity of elements in expanded clay is confirmed by a list of producers of Argex blocks dating from the 1970s that contains 72 companies, dispersed over the country, including small (family) businesses as well as large building companies. The high number of manufacturers shows the extent to which Argex blocks had infiltrated in the Belgian building industry. Any concrete company, small or big, could in fact make concrete with Argex granules. Autoclaved gas concrete, in contrast, required special equipment to produce; a smaller number of large, specialized manufacturers, fully utilizing their machinery, dominated its manufacture.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}